
Situation
A gold and silver mining manufacturer faced buildup issues inside their equipment due to sediment and byproducts accumulating in the cooling tower basin. While a filter was in place, increasing water flow demands required an upgrade. However, most suitable filters were either too costly or too large for the system.
Need
A cost-effective solution that could filter out abrasive sediment for large volumes of water in a compact footprint.
Solution
Manufacturer installed a Dual VelRay X Suspended Solids Management System that achieved:
Reduced Equipment Downtime
Ensured full flow filtration from the cooling tower, providing 20-micron filtration to equipment at 650 GPM. The absence of abrasive particles allowed equipment to remain operational for longer.
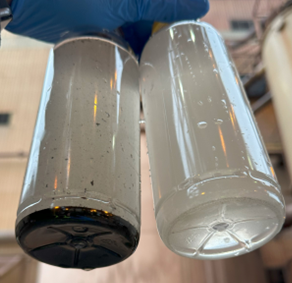
Effective Particle Removal
VelRay X empowered cleaning of the cooling tower basin using a side stream of 200-400 gallons per minute (GPM).
Smart Water Recovery
A 95% water recovery rate created new opportunities for water recycling and reuse, contributing to more sustainable operations.